近年来自动化的东风是愈刮愈烈,家具生产行业也不甘落后,引入了诸多自动化木工设备,比如说木工数控锯铣机——数控锯铣机又叫实木开料机、数控开料机、实木下料机、数控下料机……五花马们,官名、别号、雅称、……怎是一个“多“字能形容的了的。就连我这职业木工机械人、铁匠界一哥也是自愧不如,我也不能把名字全都说上来!其实,归根结底最后总结在一起呢,说的都是这一款设备,你看看下图!
说的就是这哥们
木工自动化设备确实急大家所急,想大家所想。目前用工难、技术工更难,对于市场经济下的家具企业,不引用设备那无疑是闭关锁国自取灭亡。家具行业订单呈现出量大、交期紧、利润低、竞争力大的趋势。在家具生产中,效率最低、最复杂的是异形工件的加工,这是家具厂普遍面临的问题,而这一问题恰好被数控锯铣机给解决掉了!数控开料机,主要针对的就是弯曲木料、异形木料等复杂的异形工件去设计研发的。比如床头构件、餐椅构件等
实物加工图
实物床头
针对机械特性,咱们做一下相关技术分析
加工模式是一根6毫米或者8毫米的螺旋铣刀,采用上下双端夹持方式,这样会更加牢靠、结实耐用,不易断折。
加工损耗,一般选用6到8毫米的铣刀,不能太细了,太细了容易断刀,毕竟铣刀材质的硬的、脆的、锋利的。这个损耗是完全可以接受的,因为传统加工方式跑去整个加工过程的损耗也不会很低。
加工效率,一般控制在150mm厚度即可,这个厚度相当于把多层板材叠加在一起加工,效率倍增。并且可以根据具体情况加减速度。
加工精度+质量,加工精度和质量相当于经过了立轴立铣处理,我们都知道传统做法是切割出形状然后上立铣加工,铣掉多余的粗糙的部分,这个经过数控锯铣机加工的不用,加工完就是标准的,平滑平整美观。加工断刀率,这个断刀率其实是大家伙都关心的一个问题,长久以来家具厂都有这个想法就是通过铣刀形式加工木料,切割木料。并且也得到了初步试验,比如雕刻机四工序开料机等就是通过铣刀形式加工,但是缺点也是显而易见的就是刀具的直径大至少大于10mm,这就造成了损耗大,甚至有的刀具得用12mm或者14、16毫米的,这就造成了木料损耗极为严重,同时加工厚度不大也就是50mm顶天了,并且即便这样这个刀具也是损耗严重,断刀率极高。新设计是上下双端夹持铣刀,这样无形中增大了固定力度和稳定程度,铣刀得到加强,寿命实现突破
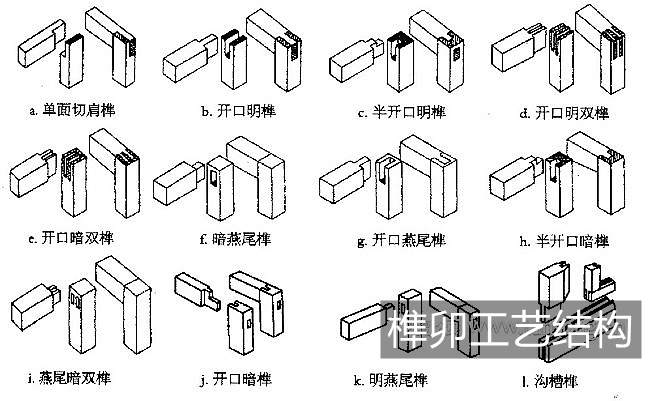
各种实木拼接榫卯结构
现场工作状态图
综合评估,该类型设备值得运用、投入到日常生产中去。长远出发来看,省人工、提高效率和工艺、降低危险系数确保工作安全、合并工艺降低支出等诸多方面来说,是有账算得,划算的很。在这里也希望咱们科技、科研从事者也能够百尺竿头更进一步造出更多的更好的更先进的自动化设备服务国内企业、工业。





 全国服务热线
全国服务热线
