
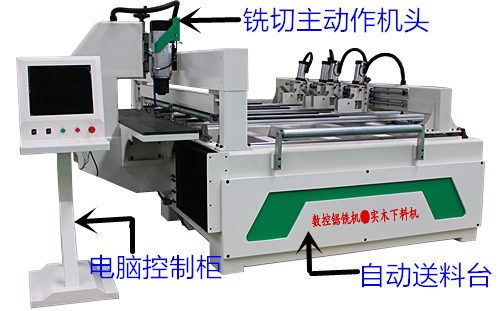
看今天新闻,宝岛台湾省宜兰县发生6.3级地震 暂无灾情传出,大陆福建省、浙江省部分地区均有震感,目前监测不会发生海啸。一衣带水,皆为华夏子孙,愿平安无恙!CSDN技术性平台,关于震情在这不做过多描述。书归正传,说说咱们的数控木工机械——实木下料机、数控锯铣机、木工数控开料机吧!
![]()
千百年来木工制作,纯属手工打造,无论是木之的亭台楼阁、飞檐斗拱还是实木桌椅、床、凳子……均需要人引绳切墨、工刀削斧砍、量凿正枘……过程繁琐、复杂,因此木匠师傅和铁匠、瓦匠同为中国传统匠人师傅,对技艺要求也严格,自古也属于高收入群体,毕竟是凭手艺吃饭,技术活嘛!进入新世纪,自动化技术日益完善,数控机床也如雨后春笋层出不穷,各式各样,涉及到很多行业,木工圈也与时俱进引入了自动化设备、自动化机床。今天说的数控开料机就是其中之一!家具部件有曲有直正所谓曲直有道,造型多姿,构思奇特,传统工艺加工非常复杂、麻烦,过程就不一 一叙述,相信对这篇文章感兴趣的多数是家具圈人士不说也明白。
![]() 。采用数控下料机、木工锯铣机加工就变得无比简单、迅捷了,数控锯铣机采用上下双端夹持固定模式固定旋转铣刀,我们都知道铣刀铣切模式加工有两大缺陷一是不能斜切过厚,因为铣刀比较脆、硬,加工太厚容易断刀;二是铣刀直径不能太粗,必须要细,因为料耗是个大问题,铣刀直径太大料耗增加不是一星半点的,对成本影响巨大。而数控锯铣机就很好的避开了这个缺陷,普遍采用6到8mm直径铣刀,铣刀两端上下双端固定,这样就不会轻易断刀,加工厚度普遍达到了150mm左右,非常可观。加工主轴选用了高速变频电主轴,功率一般合计在7到9kw左右,部分根据要求可以达到11kw,转速极高,每分钟轻松过万转,老木工都知道转速越高铣刀铣切的端口端面会越光洁,我们常规加工完后
。采用数控下料机、木工锯铣机加工就变得无比简单、迅捷了,数控锯铣机采用上下双端夹持固定模式固定旋转铣刀,我们都知道铣刀铣切模式加工有两大缺陷一是不能斜切过厚,因为铣刀比较脆、硬,加工太厚容易断刀;二是铣刀直径不能太粗,必须要细,因为料耗是个大问题,铣刀直径太大料耗增加不是一星半点的,对成本影响巨大。而数控锯铣机就很好的避开了这个缺陷,普遍采用6到8mm直径铣刀,铣刀两端上下双端固定,这样就不会轻易断刀,加工厚度普遍达到了150mm左右,非常可观。加工主轴选用了高速变频电主轴,功率一般合计在7到9kw左右,部分根据要求可以达到11kw,转速极高,每分钟轻松过万转,老木工都知道转速越高铣刀铣切的端口端面会越光洁,我们常规加工完后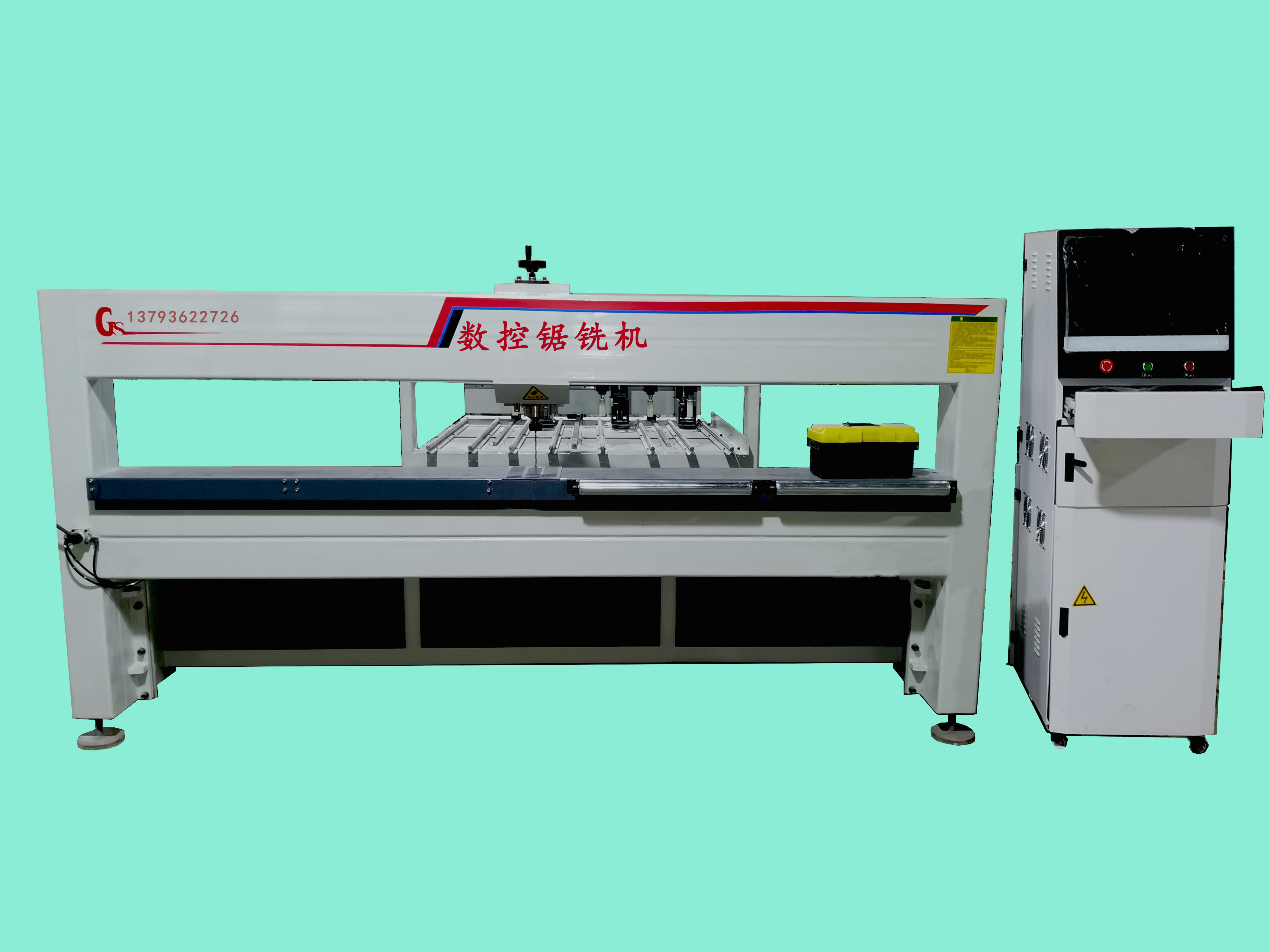
![]() 需要上铣床进行铣边加工,俗称立铣、立刨,就是用手推着靠着磨具加工,铣的光滑、平整,这个工艺是所有木工工艺中最危险的,因此事故率也是居高不下,采用锯铣机这道工艺直接避免了,劳动强度和用工支出直接省掉。此外还有造型,造型加工传统工艺做的也很好,但是有些地方转角弧度太小或者说工艺过于复杂吗,因次在做的时候非常麻烦,甚至无法实现,而数控锯铣机的加工铣刀直径上文说过是6到8㎜因次只要是弧度或者说直径不小于铣刀尺寸的家具造型工艺都可以,也就是说加工的花样更多了,更精确美观了。
需要上铣床进行铣边加工,俗称立铣、立刨,就是用手推着靠着磨具加工,铣的光滑、平整,这个工艺是所有木工工艺中最危险的,因此事故率也是居高不下,采用锯铣机这道工艺直接避免了,劳动强度和用工支出直接省掉。此外还有造型,造型加工传统工艺做的也很好,但是有些地方转角弧度太小或者说工艺过于复杂吗,因次在做的时候非常麻烦,甚至无法实现,而数控锯铣机的加工铣刀直径上文说过是6到8㎜因次只要是弧度或者说直径不小于铣刀尺寸的家具造型工艺都可以,也就是说加工的花样更多了,更精确美观了。
![]()
综述:关于数控锯铣机、实木下料机6到8毫米的损耗,目前很多人还是接受不了,其实细说起来不是接受不了,我喜欢言辞犀利一针见血,很多人说这个损耗还是太大,接受不了,这是装逼过日子会算账,粗处不算细处算始终做不大做不强的原因,其实细细算来好处绝对够大还是有账的,划得来的。就说8MM两块料紧贴着,就是平均每块料损耗4mm,传统加工需要划线工艺、带锯切割工艺、立铣立刨立轴加工工艺,三道工艺多少用工支出?人工锯切你的料就不损耗吗?没有锯路吗?对,带锯锯路很小也就是2mm,这个水平得是绝佳老师傅还得是部分产品的损耗如果大量作业老师傅也就是前几块会这样,后边的大多得3mm左右,这还是乐观估计,并且切出来的产品尺寸不是很标准参差不齐这是必然比不了机械。所以即便是损耗二者持平,那么节省下来的用工支出呢?安全隐患解除呢?工艺水准直线提升呢?这些不算吗?
你品,你细细的品,看看是不是这么回事!

 全国服务热线
全国服务热线
